Upload Image...
Canned Food
The canned food industry plays a vital role in the modern food supply chain thanks to its ability for long-term preservation, convenience in transportation and distribution, and its capacity to meet both domestic consumption and export demands. Products such as canned meat, fish, seafood, vegetables, fruits, and ready-to-eat foods all require closed-loop production processes with strict control over food safety and product quality.
A key characteristic of the canned food industry is the handling of raw materials in fresh or processed states, followed by hermetic sealing, sterilization, and long-term storage. Therefore, businesses must invest in synchronized machinery and equipment systems to ensure precision, operational stability, and compliance with stringent standards such as HACCP, ISO, FDA, or international export regulations. Any error in packaging, date coding, foreign object inspection, or weight control can directly impact brand reputation and consumer safety.

Introduction to Comprehensive Equipment and Machinery Solutions for the Canned Food Industry
To meet these requirements, CVM Group provides comprehensive equipment solutions for the canned food industry, covering packaging, coding, inspection, and final product finishing.
- Food Packaging and Canning Solutions: Packaging and canning solutions form the core foundation of the production line. The canning machines and filling machines provided by CVM Group ensure precise dosing, airtight sealing, and minimal bacterial contamination. The equipment operates stably at high speeds, suitable for both medium and large-scale factories, contributing to increased productivity and consistent product quality.
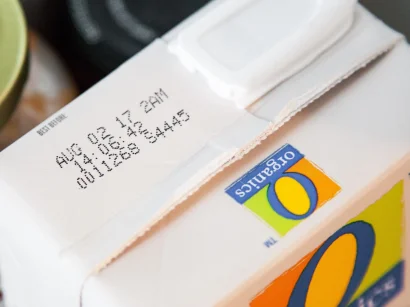
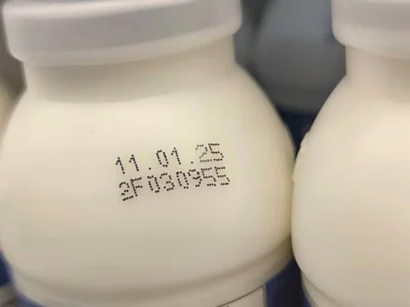
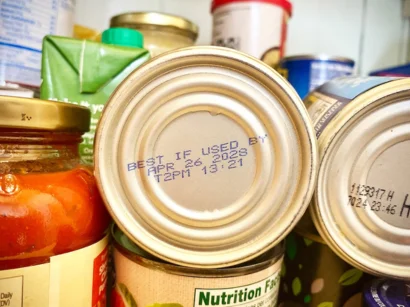
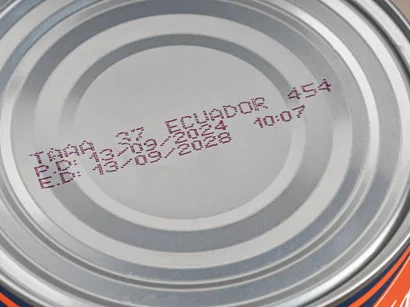
- Date Coding Solutions for Canned Food: Printing manufacturing date, batch number, and traceability codes on canned food is a mandatory requirement under quality regulations. CVM Group offers a wide range of date coding machines for canned food, such as Continuous Inkjet (CIJ) printers, laser printers, and Thermal Inkjet (TIJ) printers, enabling clear printing on metal cans, tin containers, plastic containers, or labels. The non-contact printing solution provides strong ink adhesion and resistance to moisture and high temperatures during sterilization, ensuring that information remains legible throughout the product lifecycle.
- Metal Detection and Contaminant Inspection Solutions: Food safety is a critical factor in the canned food industry. Metal detectors and contaminant detection systems help quickly identify foreign objects such as ferrous metals, stainless steel, or other contaminants within products. Integrating metal detection systems into the production line allows businesses to strictly control quality and comply with rigorous export inspection standards.
- Checkweighing Solutions: Automatic checkweighers are essential to ensure that canned products meet declared weight specifications. The system operates continuously on the production line and automatically rejects underweight or overweight products, helping businesses reduce losses, comply with regulations, and enhance consumer trust.
- Labeling Solutions for Canned Products: Automatic labeling machines help complete product packaging with high accuracy, ensuring labels are straight, visually appealing, and consistent. These machines are suitable for various container types such as round cans, square boxes, and rectangular containers, contributing to improved product aesthetics and brand image.
With a diverse equipment portfolio and an experienced technical team, CVM Group not only supplies machinery but also provides comprehensive consulting and implementation for the canned food industry. From factory assessment and technology selection to installation and after-sales support, CVM Group accompanies businesses in optimizing production lines, improving quality, and strengthening competitive advantages in the market.
ADVANTAGES OF CANNED FOOD SOLUTIONS

Standardize Production Processes
The solution helps businesses standardize the entire process from packaging and information printing to quality control, ensuring consistency across production batches and strict compliance with domestic and international food safety standards.
Ensure Food Safety & Traceability
MFG date, EXP date, batch number, and traceability codes are synchronously managed within the solution, helping businesses control output quality, ensure product origin transparency, and meet the requirements of distribution systems, supermarkets, and export markets.
Optimize Overall Production Line Performance
The solution is designed to match the continuous, high-volume production characteristics of the canned food industry, helping reduce errors, minimize downtime, optimize operating costs, and improve overall production efficiency.
Enhance Brand Value & Competitiveness
Process and quality standardization ensures stable, professional products that meet high-end market standards, thereby enhancing brand reputation and strengthening sustainable competitive advantages for canned food businesses.